Shaft, Piston Rod, and Spindle Turning Services - Up to 1600 mm Diameter and 5 Meters Length
Millimetric Precision on a Massive Scale: High-Capacity Turning and Machining Solutions
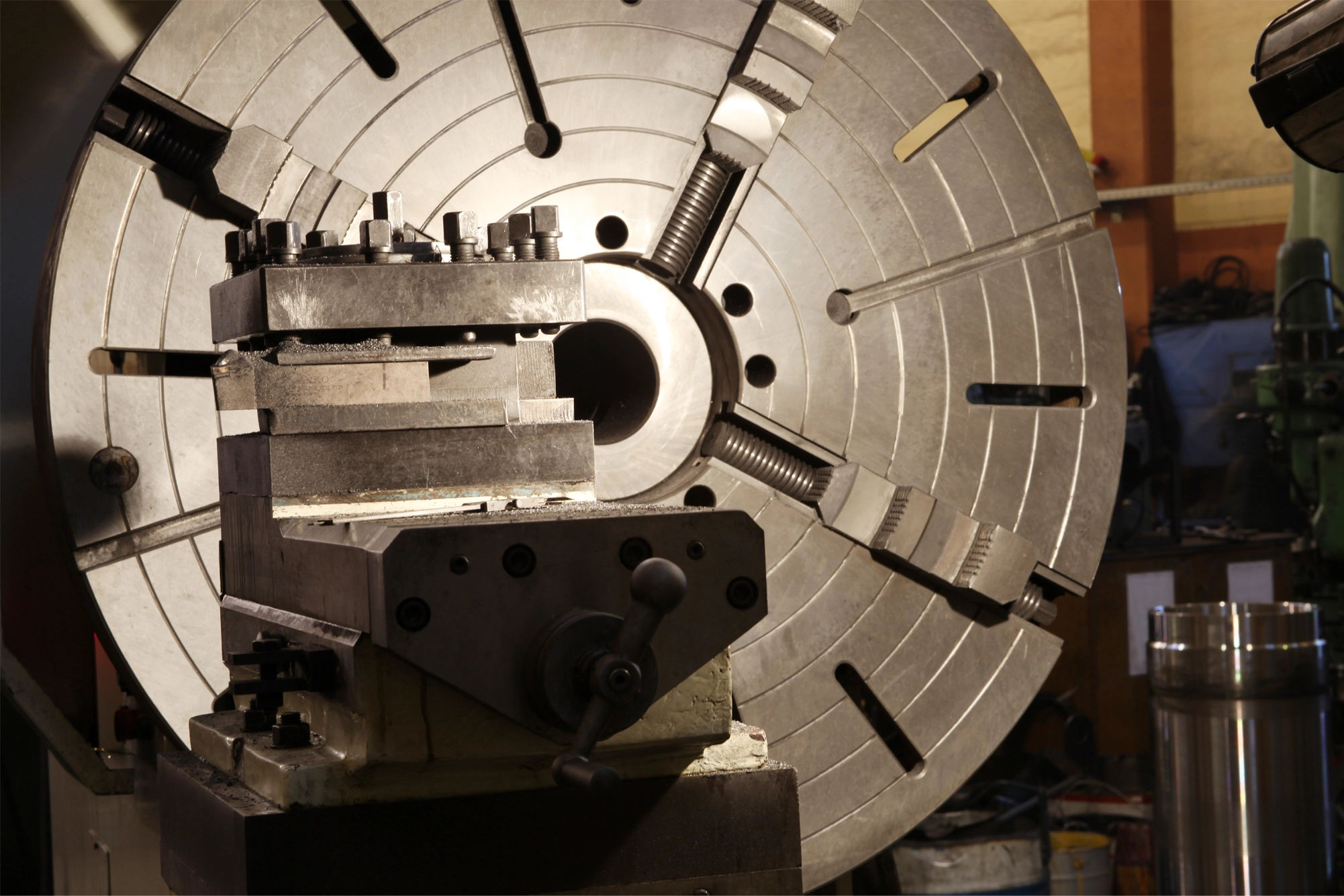
Large-scale components such as propeller shafts, piston rods, and rudder stocks, which are the main arteries of a ship’s propulsion and steering systems, form the basis of the vessel’s operational integrity. Bending, wear, or surface damage that occurs on these massive and high-cost parts over time can cause the vessel to be out of service for weeks. As İntermak, with our high-capacity lathe capable of machining parts up to 1600 mm in diameter and 5 meters in length, and our expert operators, we provide significant savings in both time and cost by reconditioning these critical components.
- Assessment and Disassembly: The process begins when the shaft, piston rod, or spindle to be repaired arrives at our workshop. The part is first checked for surface cracks using NDT (Non-Destructive Testing) procedures. It is then placed on special supports, and a run-out check is performed using dial indicators or laser systems to precisely measure the amount of existing bending or deformation. If there are other removable parts on it (sleeves, couplings, etc.), they are carefully disassembled without damaging the main body.
- Analysis and Component Inspection: The measurement and NDT results are analyzed by our engineers by comparing them with the part’s original technical drawings and tolerances. This analysis determines the part’s recoverability, how much material needs to be removed, and the most appropriate turning or grinding strategy to be applied. The target final dimensions and surface quality for critical areas, such as bearing and seal running surfaces, are planned at this stage.
- Repair and Assembly: Following the analysis, the part is mounted with high precision into our high-capacity lathe’s chuck or between centers, and its run-out is trued. The turning process is started by our skilled operators according to the defined repair procedure. This process may include cleaning up worn bearing surfaces, straightening bent shafts, re-machining damaged areas after weld build-up, or bringing the part to the required final diameter. After turning, the seal and bearing surfaces are brought to the desired surface roughness (Ra) value using special grinding and polishing attachments.
{kind=link}
{kind=link}
{kind=link}
Testing and Delivery: Every part that completes the machining and repair process undergoes final and most critical quality control tests. The diameter measurements along the entire length of the part and the run-out check are repeated with micron precision. The smoothness of the bearing and seal surfaces is verified by measuring with a profilometer device. After all measurements are confirmed to be within manufacturer tolerances, the part is coated with an anti-corrosion protective layer, securely packaged for transport, and dispatched to the customer.
Comprehensive Reporting: A detailed technical report is prepared for every completed job. This report includes all dimensional measurement values of the part before and after the procedure, the run-out control results, the NDT test reports, and the final surface quality measurement data. This document serves as an official quality certificate, documenting that the repaired part has been renewed in accordance with original standards and is required for the vessel’s records.
Services
- Main Engine / Auxiliary Engine Maintenance and Overhaul
- Main Engine and Diesel Generator Piston, Exhaust Valve/Seat Reconditioning and Manufacturing
- Piston Skirt Rubbing Band Renewal
- Cylinder Liner Honing
- Fuel Injector Maintenance and Overhaul
- Fuel Pump Overhaul and Timing Adjustments
- Air Cooler Ultrasonic Cleaning and Repair
- On-site Grinding of Cylinder Block, Cylinder Liner, and Cylinder Cover - Up to 1200 mm
- Cargo Crane, Winch, Mechanical and Hydraulic System Maintenance and Overhaul
- Shaft, Piston Rod, and Spindle Turning Services - Up to 1600 mm Diameter and 5 Meters Length
- Machining of Crane Drums, Rope Sheaves / Winch Turning and Repair Works
- Hydraulic Cylinder and General Pump Repairs
Expert Intervention
for Critical Failures