1600 mm Çap ve 5 Metre Boya Kadar Şaft, Piston Rod ve Mil Tornalama Hizmetleri
Devasa Boyutlarda Milimetrik Hassasiyet: Büyük Kapasiteli Torna ve Talaşlı İmalat Çözümleri
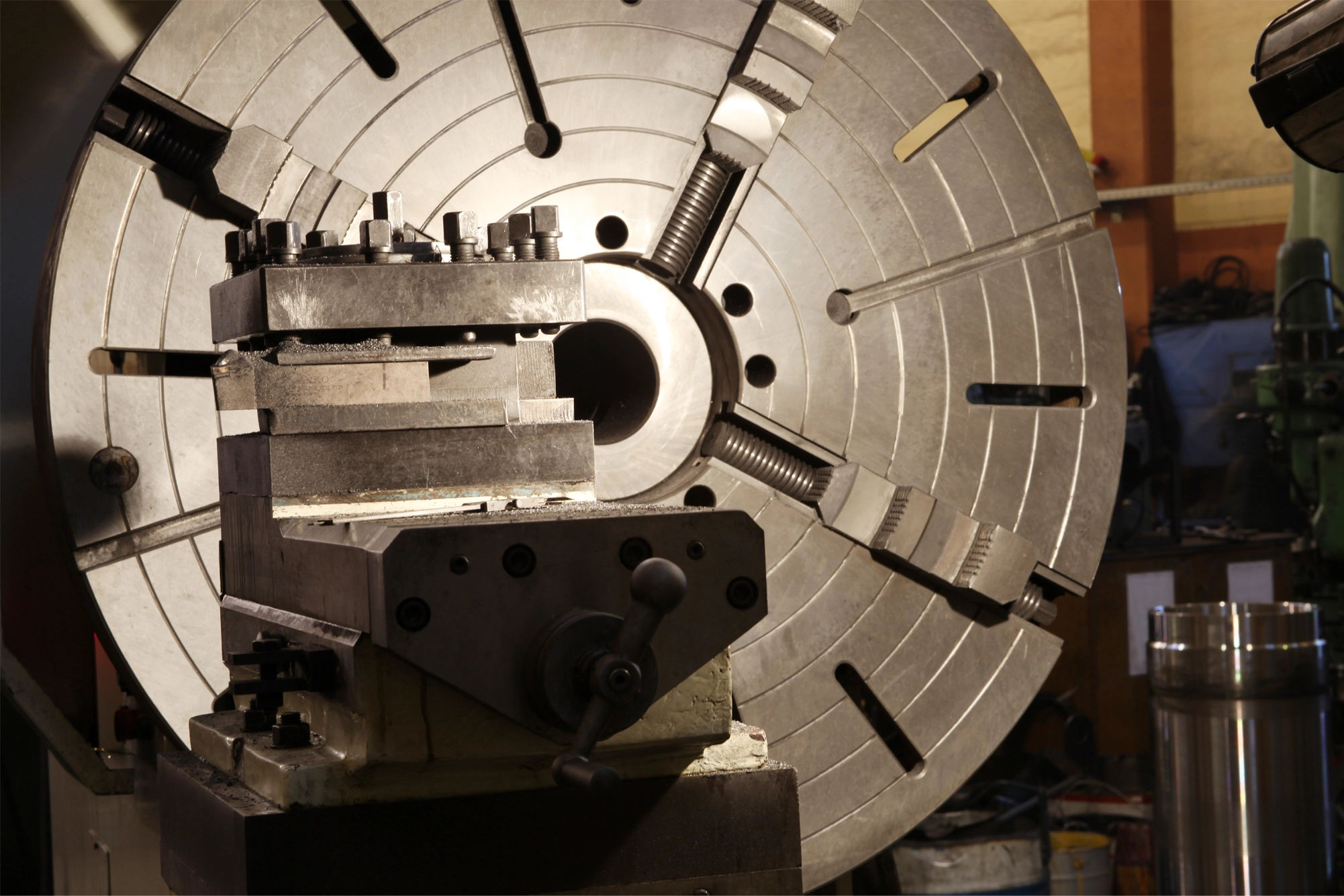
Gemi sevk ve dümen sistemlerinin ana arterleri olan pervane şaftları, piston rodları ve dümen milleri gibi büyük ölçekli komponentler, geminin operasyonel bütünlüğünün temelini oluşturur. Bu devasa ve yüksek maliyetli parçalarda zamanla oluşan eğilme, aşınma veya yüzey hasarları, geminin haftalarca hizmet dışı kalmasına neden olabilir. İntermak olarak, 1600 mm çapa ve 5 metre boya kadar parçaları işleyebilen yüksek kapasiteli torna tezgahımız ve uzman operatörlerimizle, bu kritik komponentleri yenilemek (re-condition) suretiyle hem zamandan hem de maliyetten büyük tasarruf sağlıyoruz.
Değerlendirme ve Demontaj: Süreç, onarılacak şaft, piston rod veya milin atölyemize ulaşmasıyla başlar. Parça, öncelikle yüzey çatlaklarına karşı NDT (Non-Destructive Testing) prosedürleri ile kontrol edilir. Ardından, özel yataklar üzerine alınarak komparatör saatleri veya lazer sistemleri ile salgı (run-out) kontrolü yapılır ve mevcut eğilme veya deformasyon miktarı hassasiyetle ölçülür. Üzerinde sökülebilir başka parçalar (kovan, kaplin vb.) varsa, bunlar ana gövdeye zarar vermeden dikkatlice demonte edilir.
Analiz ve Parça Kontrolü: Ölçüm ve NDT sonuçları, mühendislerimiz tarafından parçanın orijinal teknik resim ve toleransları ile karşılaştırılarak analiz edilir. Bu analiz, parçanın kurtarılabilirliğini, ne kadar talaş kaldırılması gerektiğini ve uygulanacak en doğru tornalama veya taşlama stratejisini belirler. Yatak ve keçe çalışma yüzeyleri gibi kritik bölgelerin nihai ölçüleri ve yüzey kalitesi hedefleri bu aşamada planlanır.
Onarım ve Montaj: Analiz sonrası, parça yüksek kapasiteli torna aynamıza veya puntolar arasına büyük bir hassasiyetle bağlanır ve salgısı sıfırlanır. Yetkin operatörlerimiz tarafından, belirlenen onarım prosedürüne göre tornalama işlemine başlanır. Bu işlem; aşınmış yatak yüzeylerinin temizlenmesini, eğilmiş şaftların doğrultulmasını, hasarlı bölgelerin kaynakla doldurulduktan sonra yeniden işlenmesini veya gereken nihai çapa getirilmesini içerebilir. Tornalama sonrası, keçe ve yatak yüzeyleri özel taşlama ve polisaj aparatları ile istenen yüzey pürüzsüzlük (Ra) değerine getirilir.
{kind=link}
{kind=link}
{kind=link}
Test ve Teslimat: Talaşlı imalat ve onarım süreci tamamlanan her parça, son ve en kritik kalite kontrol testlerinden geçirilir. Parçanın tüm boyundaki çap ölçümleri ve salgı kontrolü, mikron hassasiyetinde tekrarlanır. Yatak ve keçe yüzeylerinin pürüzsüzlüğü, profilometre cihazı ile ölçülerek doğrulanır. Tüm ölçümlerin üretici toleransları içinde olduğu teyit edildikten sonra parça, paslanmaya karşı koruyucu bir tabaka ile kaplanır, nakliye için güvenli bir şekilde ambalajlanır ve müşteriye sevk edilir.
Kapsamlı Raporlama: Tamamlanan her iş için detaylı bir teknik rapor hazırlanır. Bu raporda, parçanın işlem öncesi ve sonrası tüm boyutsal ölçüm değerleri, salgı kontrol sonuçları, yapılan NDT test raporları ve nihai yüzey kalite ölçüm verileri yer alır. Bu doküman, onarılan parçanın orijinal standartlara uygun olarak yenilendiğini belgeleyen ve gemi kayıtları için gerekli olan resmi bir kalite sertifikası niteliğindedir.
Hizmetlerimiz
- Ana Makine / Yardımcı Makine Bakım ve Revizyonu
- Ana Makine ve Dizel Jeneratör Piston, Egzost Valf/Sit Yenileme ve İmali
- Piston Etek Rubbing Bant Yenileme
- Silindir Gömlek Honlama
- Enjektör Bakım ve Revizyonu
- Yakıt Pompası Revizyonu ve Zaman Ayarlarının Yapılması
- Hava Kuleri Ultrasonik Temizligi ve Tamiri
- Silindir Blok, Silindir Gömlek, Silindir Kaver Yerinde Taşlama-1200 mm. Kadar
- Kargo Vinç, Irgat, Mekanik ve Hidrolik Sistem Bakım ve Revizyonu
- 1600 mm Çap ve 5 Metre Boya Kadar Şaft, Piston Rod ve Mil Tornalama Hizmetleri
- Vinç Tamburlarının, Halat Makaralarının İşlenmesi / Irgat Tornalama ve Onarım İşleri
- Hidrolik Piston ve Genel Pompa Onarımları
Kritik Arızalara
Uzman Müdahale